+86-13732282311
merlin@xcellentcomposites.com
世界に複合材料の恩恵を受けましょう!



Preparation and properties of aramid 1414 needle-punched nonwoven filter material
Feb 26, 2025
In recent years, the use of bag filters to control fine high-temperature flue gas dust has attracted much attention. Bag filters are dry dust filtering devices suitable for capturing fine, dry, non-fibrous dust. The core component is the filter bag, and the material of the filter bag directly determines the various performances of the bag filter. The commonly used materials for bag filter bags are polyester, polypropylene, nylon, etc. However, the filter materials woven from polyester, polypropylene, nylon and other fibers are only suitable for use as room temperature filter materials and are not suitable for use in high temperature environments. Aramid 1414 is a high-performance fiber with high strength, high modulus, high temperature resistance, low thermal shrinkage and other characteristics. Its breaking strength is 194-221 cN/dtex, initial modulus is 4634-8650 cN/dtex, glass transition temperature is about 345℃, and it can withstand high temperature of 500℃ without decomposition. It is not easy to burn and has self-extinguishing property. Therefore, if aramid 1414 is used as raw material to prepare bag filter bags for high-temperature flue gas environment, it can give the filter bags excellent mechanical properties and high temperature resistance. According to the processing method, bag filter bags can be made of woven, non-woven and composite. Among them, needle-punched non-woven is widely used in the field of gas filtration, accounting for about 70%. Needle-punched nonwoven fabric is a dry-laid nonwoven fabric. It is made by loosening, combing and laying short fibers into a fiber web, then reinforcing the fiber web with needles and appropriately performing heat-pressing treatment, so that the fibers are entangled and bonded with each other to achieve the reinforcement result. It has the characteristics of short process flow, fast production speed, high output, low cost and wide application. The author used aramid 1414 as raw material to prepare aramid 1414 needle-punched nonwoven filter material, and studied the performance of aramid 1414 nonwoven filter material, in order to provide a reference for the development of high temperature resistant aramid 1414 nonwoven filter material.

1 Experiment
1.1 Raw material
1.2 Aramid 1414: Specification 1.44 dtex×50 mm, breaking strength 17.65 cN/dtex, breaking elongation 7. 60%, density 1.38g/cm3, produced by DuPont Company, USA.
1.2 Instruments and equipment
VHX-600 ultra-depth three-dimensional microscope: made by Japan Keyence Corporation; LFY-207 automatic fabric stiffness tester: made by Shandong Textile Science Research Institute; Q-LAB UV aging tester: made by Q-LAB Corporation of the United States; FA2004 electronic balance: made by Mettler Toledo of Switzerland; YG341N friction type fabric static tester: made by Ningbo Dahe Instrument Co., Ltd.; LFY-601 vertical method fabric flame retardant performance tester: made by Shandong Textile Science Research Institute; TSI-8130A automatic filter tester: made by TSI Corporation of the United States; YG065-250 multifunctional electronic fabric strength tester: made by Shanghai Precision Instrument Co., Ltd.; eight-basket constant temperature oven: made by Wenzhou Darong Textile Instrument Co., Ltd.; WL-GZ-A-800 needle punching machine: Made by Taicang Shuangfeng Nonwoven Equipment Co., Ltd.
1.3 Preparation of aramid 1414 needle-punched nonwoven filter material
The preparation process of aramid 1414 needle-punched nonwoven filter material is opening, mixing, combing, cross-laying, pre-needling, main needle-punching, and hot pressing into felt. The function of opening is to loosen the fibers, decompose the large tangled fiber blocks into bundles, and remove impurities in the fibers; the function of combing is to turn the fiber bundles into single fibers, and further remove impurities and mix them evenly; the function of laying is to lay a single-layer fiber web into a multi-layer single fiber web; the function of pre-needling is to puncture the fiber web with high fluffiness and low fiber cohesion from top to bottom through the needle; the function of main needling is to needle the back of the pre-needled fiber web, bring the fibers on the back of the fiber web into the inside of the fiber web, increase the entanglement between fibers, improve the strength of the fiber web, and make the product surface flat and smooth. Aramid 1414 needle-punched nonwoven filter materials with surface densities of 420, 500, and 570 g/m2 were obtained under a needle-punching density of 150 punctures/cm2, and were marked as 1#, 2#, and 3# samples, respectively.
1.4 Analysis and testing
Surface morphology: At room temperature, a three-dimensional electron microscope was used to observe the fiber arrangement and microscopic morphological structure of the sample, with a magnification of 500 times.
- Surface density: An electronic analytical balance was used to accurately weigh the mass of the filter material sample and calculate its surface density. Each sample was tested 30 times and the average value was taken.
- Thickness: The thickness of the sample was tested along the diagonal direction using a thickness gauge. The thickness gauge pressure plate had a dead weight of 50 g, and the pressure plate stayed for 30 s each time. Each sample was tested 30 times and the average value was taken.
- Mechanical properties: According to GB /T 3923.1-2013 "Textiles-Tensile properties of fabrics Part 1: Determination of breaking strength and elongation at break (strip method)", the electronic fabric strength meter is used to test the breaking strength and elongation at break of the sample, the clamping distance is 200 mm, and the stretching rate is 100 mm/min; according to GB /T 19976-2005 "Determination of bursting strength of textiles (steel ball method)", the electronic fabric strength meter is used to test the bursting strength of the sample, and the bursting rate is 100 mm/min. Dimensional stability: First, cut the sample into 10 cm × 10 cm, and mark the longitude and latitude with a pen, then place the sample in a 150 ℃ oven, and after 8 hours of heating treatment, take it out and use a ruler to measure its heated size.
- Heat aging performance: First, cut the sample into 50 mm × 250 mm, and then put it into a UV aging tester. Under the conditions of temperature 180 ℃ and light 0.68 W/m2, age for 48, 72, and 96 hours respectively, and then take it out for radial breaking strength test.
- Air filtration performance: First, cut the sample into 15 cm × 15 cm, and then use an automatic filter tester to test it. The air flow rate is 26 L/min.
- Antistatic performance: According to GB /T 12703. 1-2021 "Textiles Electrostatic Performance Test Method Part 1: Corona Charging Method", First, cut the sample into 45 mm × 45 mm, and then use the induction fabric electrostatic tester to test, the discharge voltage is 10 kV, the speed is 1 500 r/min, and the test time is 30 s. Flame retardant performance: First, cut the sample into 300 mm × 80 mm, and then fix the sample on the vertical method fabric flame retardant performance tester with a clamp, adjust the flame height to (40±2) mm, when the sample is ignited for 12 s, the automatic flame device automatically exits, and the continuous burning time and damaged length of the sample are recorded.
2 Results and discussion
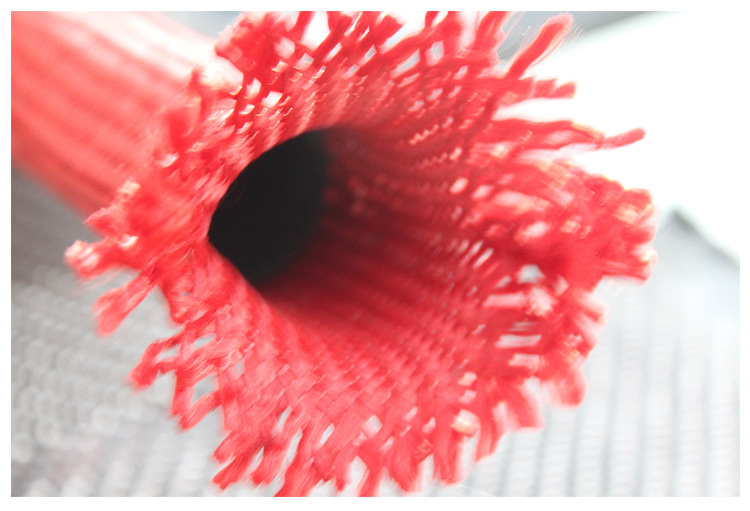
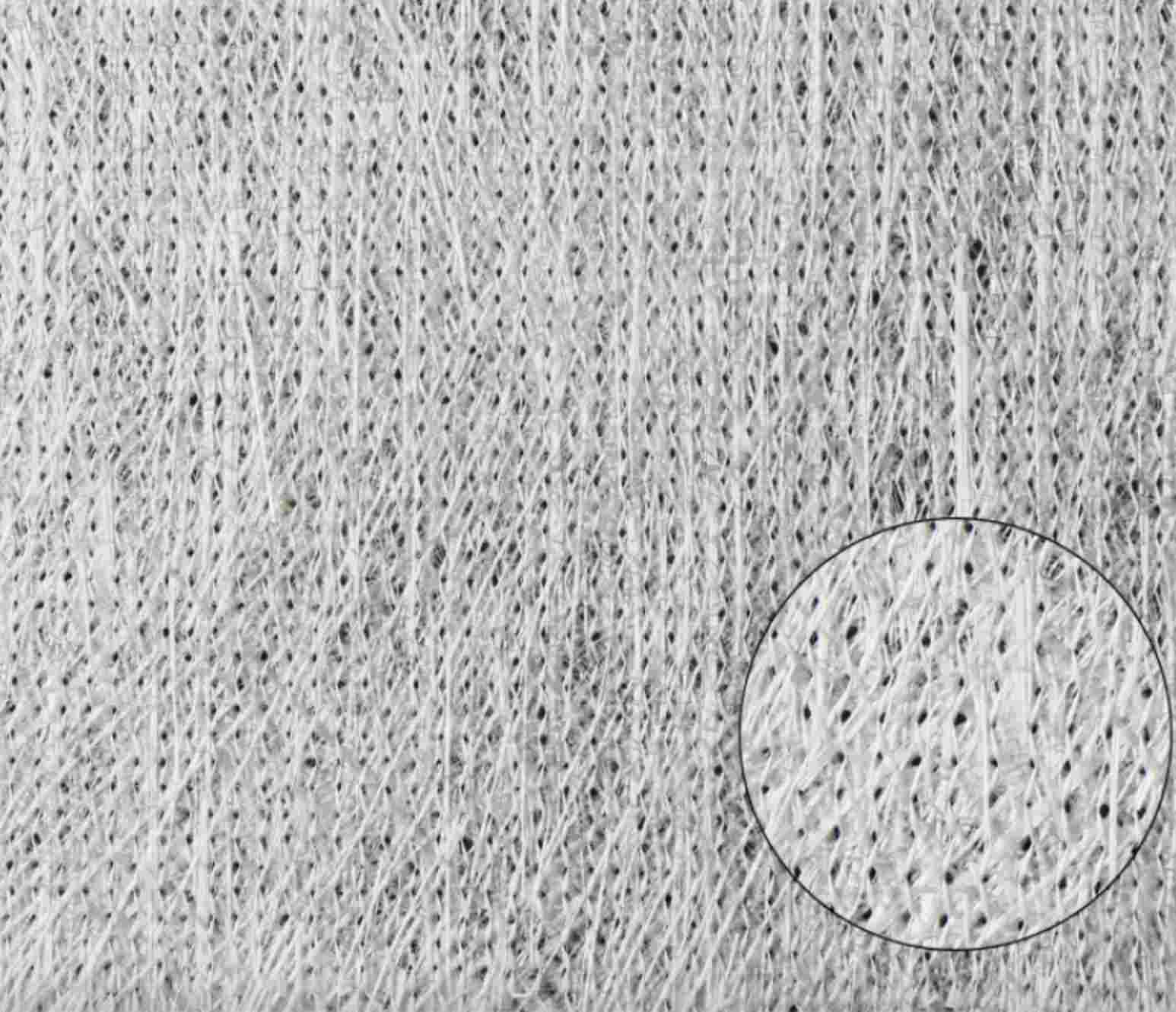
2.1 Microstructure
The fibers in the aramid 1414 needle-punched nonwoven filter material sample are arranged in a disordered three-dimensional manner, with more pores between the fibers, and the fibers are fluffy; the fiber diameters are relatively small, and the fiber specific surface area is large, which has a better adsorption effect on some fine smoke particles and is suitable for use as a filter material.
2.2 Thickness and surface density
There is a positive correlation between the thickness and surface density of the aramid 1414 needle-punched nonwoven filter material. As the thickness of the aramid 1414 needle-punched nonwoven filter material increases, the number of fibers in the filter material increases, the fibers are more tightly entangled, the thickness of the processed filter material is more uniform, and the thickness unevenness of the material is smaller.
2.3 Mechanical properties
The fracture strength of aramid 1414 needle-punched nonwoven filter materials is 3#, 2#, and 1#, respectively. This is because as the surface density and thickness of aramid 1414 needle-punched nonwoven filter materials gradually increase, the number of fibers increases, the cohesion increases, the fibers are closely connected and entangled, and it is not easy for the fibers to slip, so the fracture strength increases; the elongation at break of the three aramid 1414 needle-punched nonwoven filter materials is 1#, 2#, and 3#, respectively. This is because as the surface density increases, the entanglement between fibers becomes tighter, the number of fibers that need to be broken when stretched until breaking is also more, the denser the entanglement, the worse the relative slip ability, and the greater the elongation at break; the three aramid The radial breaking strength of the 1414 needle-punched nonwoven filter material sample is significantly greater than that of the weft direction. This is because the fiber web is arranged radially, and the radial breaking strength is provided by most of the fibers, while the weft breaking strength relies on the entanglement force between the fibers, so the radial breaking strength is greater. The bursting strength and bursting strength of the three aramid 1414 needle-punched nonwoven filter materials are 3#, 2#, and 1# samples from large to small. The reason is that when the thickness and surface density gradually increase, the arrangement between the fibers becomes tighter, the interlacing and entanglement become more complete, and the more fibers that are connected at a single entanglement point, the less likely it is to be moved by the force when bursting, so the force required for bursting is also greater. Therefore, the greater the thickness and surface density of the filter material, the greater the bursting strength.
2.4 Dimensional stability
We can see that the dimensions of the three aramid 1414 needle-punched nonwoven filter materials do not change when the temperature is below 180 ℃; after the temperature reaches 210 ℃, the 1# and 2# samples shrink slightly, while the 3# sample does not change, which shows that the aramid 1414 needle-punched nonwoven filter material has good dimensional stability and is very effective when used as a high-temperature flue gas filtration product.
2.5 Aging resistance
We can see that after 48 hours of heat aging, the radial breaking strength of the three aramid 1414 needle-punched nonwoven filter materials has almost no change; after 72 and 96 hours of heat aging, the radial breaking strength of the samples decreases slightly, and the greater the surface density, the smaller the decrease, because the raw material aramid 1414 of the needle-punched nonwoven filter material has good aging resistance. Aramid 1414 needle-punched nonwoven filter material has good aging resistance and is suitable for use in harsh environments.
2.6 Antistatic performance
There are many methods for testing the antistatic performance of fabrics, including corona charging method, manual friction method, resistivity method, charge method, rotary mechanical friction method, fiber leakage resistance method, dynamic static voltage method, horizontal mechanical friction method, etc. Among them, the test index of the corona charging method is the half-life of static voltage, which has the advantages of simple operation and good data reproducibility. The smaller the half-life of the material, the faster the decay and the better the antistatic performance. It can be seen that the half-life of the three kinds of aramid 1414 needle-punched nonwoven filter materials is 3#, 2#, and 1# from large to small, indicating that the antistatic performance of the 1# sample is the best, and the antistatic performance of the 2# and 3# samples is second. The antistatic performance of the fabric is related to its thickness. The smaller the thickness, the better its antistatic performance.
2.7 Flame retardant performance
The continuous burning time of the three kinds of aramid 1414 needle-punched nonwoven filter materials is 1#, 2#, and 3#, respectively. The reason is that the continuous burning time of the filter material has a certain relationship with the thickness and surface density of the needle-punched nonwoven fabric. The surface density increases and the continuous burning time decreases. Since aramid 1414 is a high-performance flame-retardant chemical fiber, no smoldering phenomenon occurs during combustion. The combustion damage length of the three kinds of aramid 1414 needle-punched nonwoven filter material samples is relatively small, indicating that the flame retardant performance of the aramid 1414 needle-punched nonwoven filter material is good.
2.8 Air filtration performance
The average porosity of the three kinds of aramid 1414 needle-punched nonwoven filter materials is 3#, 2#, and 1#, respectively. The reason is that the porosity of the filter material is related to the fiber diameter, needle-punching process, thickness, surface density, and filtration performance of the needle-punched filter material. As the thickness and surface density of the filter material increase, the porosity of the aramid 1414 needle-punched nonwoven filter material will increase accordingly; the air filtration efficiency of the three kinds of aramid 1414 needle-punched nonwoven filter materials is 3#, 2#, and 1#, respectively. The reason is that when the thickness and surface density of the sample increase, the number of fibers in the fiber network increases, and the degree of entanglement between fibers increases, thereby improving the filtration performance.

3 Conclusion
a. The mechanical properties, dimensional stability, antistatic properties, flame retardant properties, and air filtration performance of aramid 1414 needle-punched nonwoven filter materials are all related to their surface density and thickness.
b. With the increase of surface density, the breaking strength of aramid 1414 needle-punched nonwoven filter materials increases, the elongation at break decreases, the bursting strength increases, the dimensional stability after heating increases, the aging resistance increases, the antistatic properties decrease, the flame retardant properties decrease, and the air filtration efficiency increases.
c. The filtration performance of aramid 1414 fiber needle-punched nonwoven filter materials is excellent, and they have broad application prospects in the field of high-temperature flue gas environments.
Read More: Research Status and Progress of Aramid Fibers
人気の複合材料
人気の複合材料



Composites Knowledge Hub
Composites Knowledge Hub

































Copyright©Hangzhou Xcellent Composites Limited。無断転載を禁じます。